Dalam pemprosesan plastik, mesin penyemperit atau pengacuan suntikan menjadi tumpuan. Ia besar, mahal, dan jelas bertanggungjawab untuk membentuk polimer cair menjadi produk siap. Namun pengurus pengeluaran yang berpengalaman mengetahui kebenaran yang berbeza:mesin bantu plastikperalatan—pengering, pemuat, penghantar, pembancuh dan granulator yang mengelilingi mesin utama—sering menentukan sama ada output memenuhi spesifikasi atau jatuh ke dalam tong sampah. Penyemperit utama yang menjalankan parameter yang ditentukur dengan sempurna tidak boleh mengimbangi resin basah, penyusuan yang tidak konsisten, atau regrind yang tercemar.
Istilahmesin bantu plastikmerujuk kepada semua peralatan yang digunakan dalam proses pemprosesan plastik di luar peralatan pemprosesan utama itu sendiri—mesin pengacuan suntikan, penyemperit, pengacu tiup, dan jentera utama yang serupa. Peranti tambahan ini melaksanakan fungsi khusus yang membolehkan, meningkatkan atau melengkapkan proses pengeluaran.
Walaupun mesin utama membentuk plastik,mesin bantu plastikperalatan mengendalikan peranan sokongan kritikal:
Tanpa dinyatakan dan diselenggara dengan betulmesin bantu plastikkomponen, walaupun penyemperit yang paling maju menghasilkan output yang tidak konsisten. Sebaliknya, sistem tambahan yang dikonfigurasikan dengan baik boleh mengimbangi variasi kecil dalam prestasi mesin utama, mengekalkan kualiti produk merentas syif dan pengeluaran.
Themesin bantu plastikkeluarga termasuk pelbagai jenis peralatan, setiap satu mempunyai fungsi yang berbeza. Portfolio Longchangjie menangani spektrum penuh keperluan ini.
Banyak plastik kejuruteraan—nilon, PET, polikarbonat, ABS—bersifat higroskopik, menyerap lembapan ambien yang menghidrolisis rantai polimer semasa pencairan, mengakibatkan renjisan, buih dan sifat mekanikal yang berkurangan.
Peralatan tambahan dalam kategori ini termasuk:
A bersaiz betulmesin bantu plastikpengering memastikan bahawa resin memasuki skru penyemperit dengan kandungan lembapan di bawah had yang ditetapkan pengeluar—biasanya di bawah 0.02% untuk kebanyakan gred kejuruteraan.
Pemuatan manual pelet plastik adalah intensif buruh, tidak konsisten, dan mendedahkan bahan kepada pencemaran. Sistem penyampaian automatik membentuk segmen terasmesin bantu plastikpasaran.
Konfigurasi biasa termasuk:
Pemakanan yang konsisten secara langsung menjejaskan kestabilan keluaran penyemperit. Amesin bantu plastikpemuat yang menghantar resin pada kadar yang tidak sekata menyebabkan lonjakan, variasi dimensi dan sekerap.
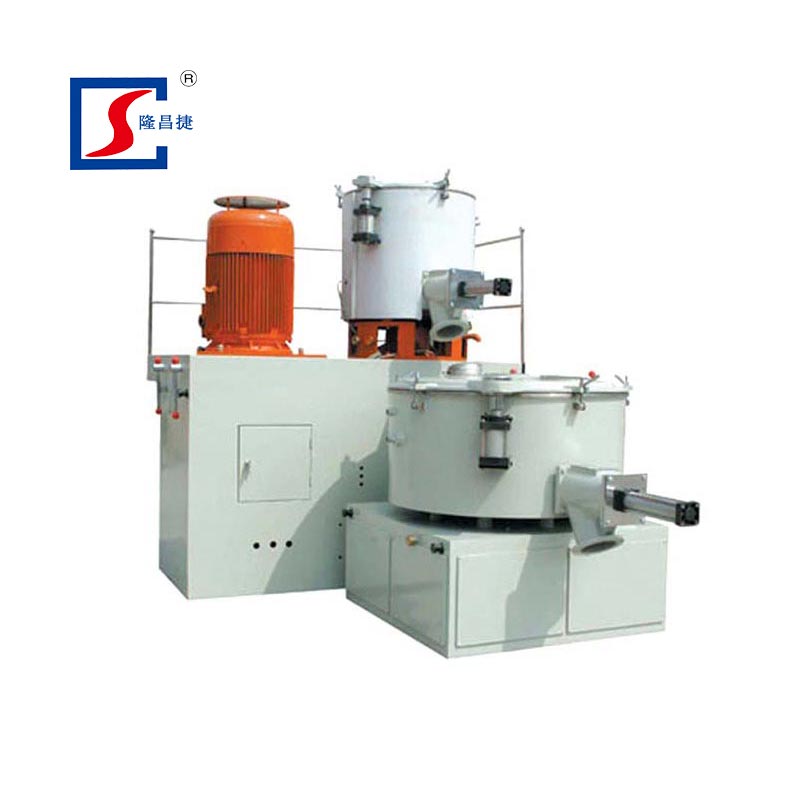
Formulasi berbilang komponen—damar dara ditambah masterbatch warna, pakej aditif atau rerind—memerlukan pembahagian yang tepat. Peralatan mengadun terdiri daripada unit isipadu ringkas kepada pengisar kelompok gravimetrik.
Alat bantu campuran utama termasuk:
Untuk aplikasi kritikal warna, tepatmesin bantu plastikpengisar menghalang pengeluaran luar teduhan yang memerlukan kerja semula atau pelupusan.
Kemasan tepi, bahagian yang ditolak dan sekerap permulaan mewakili nilai material yang harus ditangkap semula dan bukannya dibuang. Granulator dan mesin pencincang menukar sekerap kepada kisar semula sesuai untuk pengenalan semula pada peratusan terkawal.
Peralatan pengurangan saiz tambahan termasuk:
Sepadu yang baikmesin bantu plastiksistem granulasi mengurangkan kos bahan mentah sebanyak 15–25% dalam banyak operasi penyemperitan dan pengacuan.
Pengurusan suhu yang tepat melangkaui tong extruder. Acuan, gulung kalender dan mandian penyejuk hiliran semuanya memerlukan keadaan terma yang stabil.
Alat bantu kawalan suhu terdiri daripada:
Dalam penyemperitan helaian atau profil, amesin bantu plastikbahagian penyejukan yang mengeluarkan haba terlalu cepat atau terlalu perlahan memesongkan dimensi produk akhir.
Longchangjie telah melaksanakan piawaian pengurusan tapak 7S di seluruh operasinya. Berasal daripada metodologi pembuatan tanpa lemak, rangka kerja 7S menangani organisasi tempat kerja dan disiplin proses:
| Langkah | Istilah Jepun | Maknanya |
|---|---|---|
| 1 | Seiri | Isih – asingkan yang diperlukan daripada barang yang tidak diperlukan |
| 2 | Seiton | Susun - susun item untuk akses yang cekap |
| 3 | Seiso | Bersinar – bersihkan ruang kerja dengan kerap |
| 4 | Seiketsu | Seragamkan – cipta prosedur yang konsisten |
| 5 | Shitsuke | Sustain – mengekalkan disiplin melalui latihan |
| 6 | Keselamatan | Mengintegrasikan pencegahan bahaya ke dalam semua proses |
| 7 | Semangat/Kerja Berpasukan | Memupuk penglibatan pekerja dan penambahbaikan berterusan |
Untuk amesin bantu plastikpengilang, pelaksanaan 7S menjejaskan kualiti produk secara langsung. Kilang yang teratur menghasilkan lebih sedikit ralat pemasangan. Ruang kerja yang bersih mengurangkan risiko pencemaran dalam komponen mesin yang akan mengendalikan resin plastik. Prosedur piawai memastikan konsistensi merentas syif dan pengendali.
Pengurus perolehan sering memperuntukkan belanjawan terutamanya kepada penyemperit utama atau mesin pengacuan suntikan, kemudian mencari kos yang lebih rendahmesin bantu plastikpembekal untuk menjimatkan item baris yang tinggal. Logik ini cacat kerana tiga sebab.
Kegagalan penyemperit utama jarang berlaku dan biasanya didahului dengan tanda amaran—kebisingan yang mengandungi, hanyut suhu, turun naik tekanan. Amesin bantu plastikkegagalan selalunya tiba-tiba. Kesesakan granulator, kegagalan elemen pemanas pengering, atau pemberhentian pam vakum pemuat menyebabkan keseluruhan talian turun serta-merta. Masa min antara kegagalan (MTBF) untuk peralatan tambahan secara langsung menentukan ketersediaan talian keseluruhan.
Reka bentuk skru penyemperit dan kawalan suhu tong menentukan kualiti cair. Tetapimesin bantu plastikfungsi-pengeringan, penyusuan, pengadunan, penyejukan-menentukan konsistensi. Pengering yang meninggalkan 0.05% sisa kelembapan dan bukannya 0.02% mungkin "berfungsi" dari sudut operasi, tetapi produk yang terhasil akan menunjukkan kecacatan permukaan atau sifat mekanikal yang berkurangan.
Mencampur peralatan daripada pelbagaimesin bantu plastikpembekal mencipta cabaran integrasi. Protokol komunikasi antara pengering, pemuat dan sistem kawalan pusat mungkin tidak serasi. Antara muka fizikal—sambungan corong, pelongsor pelepasan, kurungan pelekap—memerlukan penyesuai atau pengubahsuaian. Mendapatkan peralatan tambahan daripada pembekal tunggal seperti Longchangjie memudahkan penyepaduan sistem dan menyediakan tanggungjawab satu mata untuk prestasi.
LongchangjieStrategi teknikal menggabungkan dua landasan selari: kerjasama dengan institusi penyelidikan saintifik domestik dan penyerapan teknologi profesional antarabangsa.
Kerjasama dalam negerimembawa pengetahuan tentang ciri-ciri bahan tempatan, keadaan pemprosesan serantau, dan keperluan khusus persekitaran pembuatan China. Institusi penyelidikan menyediakan akses kepada kepakaran sains polimer dan keupayaan ujian yang pengeluar jentera individu tidak dapat mengekalkan secara ekonomi secara dalaman.
Penyerapan teknologi antarabangsamelibatkan mengkaji reka bentuk peralatan tambahan Eropah, Jepun dan Amerika Utara—pasaran di manamesin bantu plastikpembangunan telah menerajui inovasi global dari segi sejarah. Dengan menyesuaikan daripada menyalin reka bentuk ini kepada keadaan pembuatan tempatan, Longchangjie menyasarkan untuk mencapai prestasi kompetitif pada titik harga yang boleh diakses.
Matlamat yang dinyatakan—"kualiti tinggi, kecekapan tinggi dan perlindungan alam sekitar yang tinggi"—mencerminkan tiga tekanan yang dihadapi oleh pemproses plastik moden: jangkaan pelanggan yang meningkat untuk konsistensi produk, tekanan margin yang memerlukan kecekapan pemprosesan dan permintaan kawal selia untuk mengurangkan penggunaan tenaga dan pelepasan.